

合作客戶(hù)/
拜耳公司 |
同濟(jì)大學(xué) |
聯(lián)合大學(xué) |
美國(guó)保潔 |
美國(guó)強(qiáng)生 |
瑞士羅氏 |






相關(guān)新聞Info
-
> 表面活性劑在口服液體制劑中的應(yīng)用
> 基于天然植物油的酰胺胺氧化合物的合成表征及表面性質(zhì)——結(jié)論、致謝!
> 全自動(dòng)表面張力儀測(cè)定原理及操作步驟【實(shí)驗(yàn)】
> 熱力學(xué)模型計(jì)算MgO-B2O3-SiO2-CaOAl2O3富硼渣表面張力(一)
> 嗜熱鏈球菌發(fā)酵乳對(duì)全蛋液起泡性、pH、黏度、表面張力的影響(三)
> 基于表面張力測(cè)試研究Gemini季銨鹽在氟磷灰石與石英界面的吸附行為
> 水性油墨的基本配方及成分
> 鋼筆墨水配方是什么?鋼筆墨水的種類(lèi)有哪些?
> 氣田采出水礦化度、無(wú)機(jī)鹽濃度和泡排劑含量對(duì)界面張力的影響
> ?表面張力大容易潤(rùn)濕嗎,表面張力的影響因素有哪些
推薦新聞Info
-
> 不同質(zhì)量濃度、pH、鹽度對(duì)三七根提取物水溶液表面張力的影響(三)
> 不同質(zhì)量濃度、pH、鹽度對(duì)三七根提取物水溶液表面張力的影響(二)
> 不同質(zhì)量濃度、pH、鹽度對(duì)三七根提取物水溶液表面張力的影響(一)
> 氟硅表面活性劑(FSS)水溶液表面張力、發(fā)泡力、乳化力測(cè)定(三)
> 氟硅表面活性劑(FSS)水溶液表面張力、發(fā)泡力、乳化力測(cè)定(二)
> 氟硅表面活性劑(FSS)水溶液表面張力、發(fā)泡力、乳化力測(cè)定(一)
> 不同配方的水性氟丙樹(shù)脂涂料涂膜合成、性能指標(biāo)
> 芬蘭Kibron表面張力測(cè)試儀跟蹤氯乙烯懸浮聚合中的表面張力變化情況
> 泡泡消煙原理,不同質(zhì)量分?jǐn)?shù)堿劑發(fā)泡液表面張力的測(cè)試結(jié)果
> 什么是超微量天平,超微量天平使用方法、最小稱(chēng)量值
激光釬涂金剛石的涂層形成與表面張力有何關(guān)系(一)
來(lái)源:焊接學(xué)報(bào) 瀏覽 605 次 發(fā)布時(shí)間:2024-09-05
激光釬焊技術(shù)具有光斑直徑小,能量密度高,便于局部加熱且熱影響區(qū)小的特點(diǎn),近年來(lái)在金剛石工具焊接領(lǐng)域得到大量應(yīng)用。現(xiàn)有研究表明,采用激光熱源可以實(shí)現(xiàn)金剛石的釬焊,且大多聚焦于金剛石界面組織與力學(xué)性能的研究。細(xì)粒度金剛石/45鋼基體的激光釬焊工藝試驗(yàn)的結(jié)果表明,工藝參數(shù)是獲得可靠焊接的關(guān)鍵。李時(shí)春等人研究了激光釬焊多層金剛石磨粒Ni/Cr合金成形工藝,結(jié)果獲得了優(yōu)化的工藝參數(shù)。Daniel等人使用鎳基釬料激光釬焊金剛石,結(jié)果表明,在連接界面處未發(fā)現(xiàn)碳化物,并為了提高結(jié)合強(qiáng)度,圍繞外加輔助場(chǎng)焊接開(kāi)展大量研究,用于提高激光釬焊強(qiáng)度。李晉禹等人采用Ni/Cr合金對(duì)金剛石開(kāi)展激光釬焊試驗(yàn),結(jié)果表明,經(jīng)過(guò)超聲輔助激光釬焊,金剛石表層生成Cr3C2和Cr7C3,即超聲波高頻振動(dòng)對(duì)界面反應(yīng)有明顯促進(jìn)作用,進(jìn)而生成含碳量低的Cr7C3.采用金剛石激光/超聲耦合釬焊,通過(guò)將超聲效應(yīng)引入釬焊,在液態(tài)熔池中產(chǎn)生空化和聲流等效應(yīng),縮短了界面反應(yīng)時(shí)間。產(chǎn)生了Cr7C3,也就證明了超聲波對(duì)釬料界面反應(yīng)有明顯的激發(fā)作用。激光釬涂金剛石是近年來(lái)逐漸興起的耐磨新技術(shù),與傳統(tǒng)的激光釬焊金剛石相比,金剛石釬涂層由多層金剛石組成,這與早期的單層金剛石工具有很大的不同。
前期開(kāi)展了激光釬涂金剛石技術(shù)研究,分析了激光功率和掃描速率對(duì)涂層微觀組織與力學(xué)性能的影響。從現(xiàn)有研究來(lái)看,已有的激光釬涂金剛石研究大多數(shù)集中于金剛石/釬料合金界面的組織演變和單層金剛石工具的機(jī)械加工性能方面,在釬涂層的成形過(guò)程方面尚未進(jìn)行深入的研究工作。前期研究發(fā)現(xiàn),在激光釬涂金剛石過(guò)程中,金剛石易于向表面聚集,這對(duì)涂層的整體性能提升將會(huì)產(chǎn)生極大的影響,因此需要針對(duì)涂層的成形行為及其機(jī)理方面進(jìn)行深入的研究,進(jìn)一步提升涂層的耐磨性能。文中采用BNi-2合金作為釬料,利用光纖激光在65Mn鋼基體上制備金剛石涂層,并利用高速攝影技術(shù)觀察金剛石激光釬涂過(guò)程中,鎳基粉末形成涂層和金剛石遷移全過(guò)程,分析釬涂層的成形行為及其機(jī)理,并討論激光釬涂金剛石的能量轉(zhuǎn)換與傳遞路徑,以期為激光釬涂金剛石的工程應(yīng)用提供數(shù)據(jù)支撐。
1.試驗(yàn)方法
金剛石磨粒的抗壓和耐磨性能與其自身品級(jí)有關(guān),精選河南黃河旋風(fēng)股份有限公司晶形完整、強(qiáng)韌度好、無(wú)缺陷的高品級(jí)HSD90型人造金剛石,圖1為金剛石和BNi-2釬料粉的形貌,其中金剛石的原始形貌如圖1a所示,所用粒度為35目——40目。釬涂試驗(yàn)前,利用角磨機(jī)或噴砂機(jī)清理基材表面,然后利用丙酮進(jìn)行超聲波清洗30 min,以避免試驗(yàn)過(guò)程雜質(zhì)干擾,保證金剛石磨粒的透光性。釬涂試驗(yàn)基材為65Mn鋼,激光釬涂試樣尺寸為200 mm×100 mm×10 mm.釬料合金既要潤(rùn)濕金剛石和鋼基材,形成冶金結(jié)合,又要兼顧耐磨性,與涂層硬質(zhì)顆粒耐磨性能匹配。選用釬料合金為200目NiCrSiB(Ni82Cr7Si4.5B3.1Fe3,后文簡(jiǎn)稱(chēng)BNi-2)釬料,形貌如圖1b所示。BNi-2釬料具有耐磨性好、成本低等優(yōu)點(diǎn),合金中Cr元素可大幅提高釬料/金剛石界面結(jié)合強(qiáng)度,B元素和Si元素的添加降低了釬料熔點(diǎn),有助于減少金剛石熱損傷。
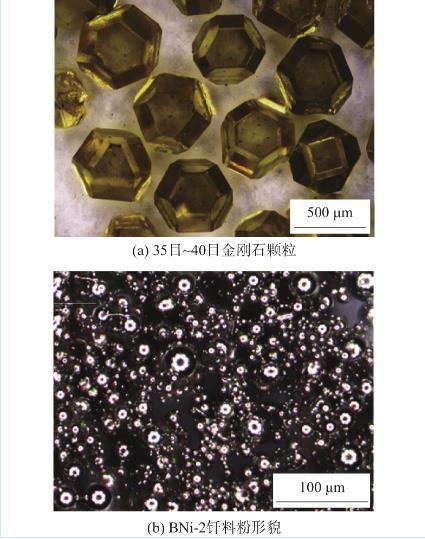
圖1金剛石和BNi-2釬料粉形貌
激光釬涂是利用激光作為熱源使釬料層熔化,進(jìn)而潤(rùn)濕并連接金剛石與基材的工藝,其原理如圖2所示。與傳統(tǒng)真空釬涂工藝相比,激光釬涂工藝可顯著降低涂層能量輸入,大大縮短熱循環(huán)周期,具有非常好的結(jié)構(gòu)和工藝適應(yīng)性。文中激光釬涂試驗(yàn)系統(tǒng)包括功率為6 kW的LYS-6000-ST2型光纖激光設(shè)備和AcutEye型庫(kù)卡軌道機(jī)器人。分別對(duì)釬料涂層和釬料/金剛石涂層進(jìn)行激光釬涂試驗(yàn)。金剛石釬涂試驗(yàn)時(shí),首先將BNi-2釬料鋪在65Mn基板上,粉末厚度為0.5 mm,然后在BNi-2釬料層上沉積金剛石顆粒,隨后在金剛石表面再預(yù)置一層0.5mm的粉末釬料。首先,預(yù)置1 mm厚度的釬料合金粉末層,然后進(jìn)行釬涂試驗(yàn),工藝參數(shù)如表1所示。試驗(yàn)過(guò)程中,利用激光釬涂系統(tǒng)配備的高速攝像機(jī)觀察釬料層的熔化過(guò)程。使用Zeiss Smartzoom5型超景深顯微鏡對(duì)涂層形貌進(jìn)行三維觀察和尺寸測(cè)量。通過(guò)Image-pro plus 6.0軟件對(duì)涂層超景深圖片色域進(jìn)行調(diào)整,直至色域所覆蓋的區(qū)域?yàn)榭紫端紖^(qū)域,測(cè)量方式選擇Per area(單位面積)。
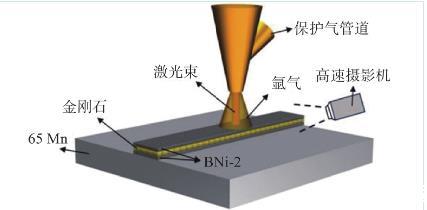
圖2激光釬涂示意圖
表1激光釬涂工藝參數(shù)
